English
English Español
Español Français
Français

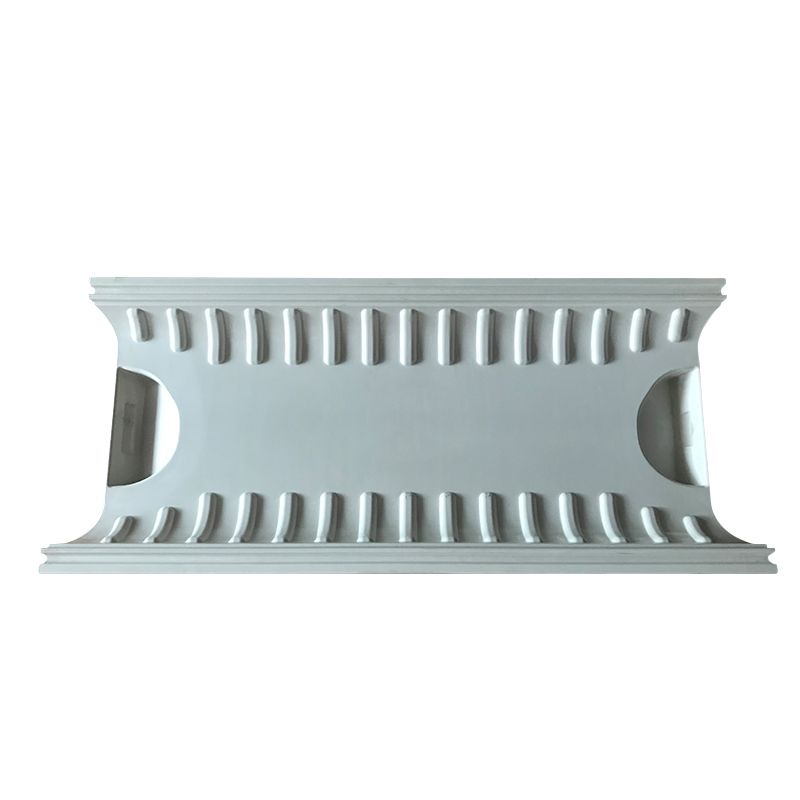


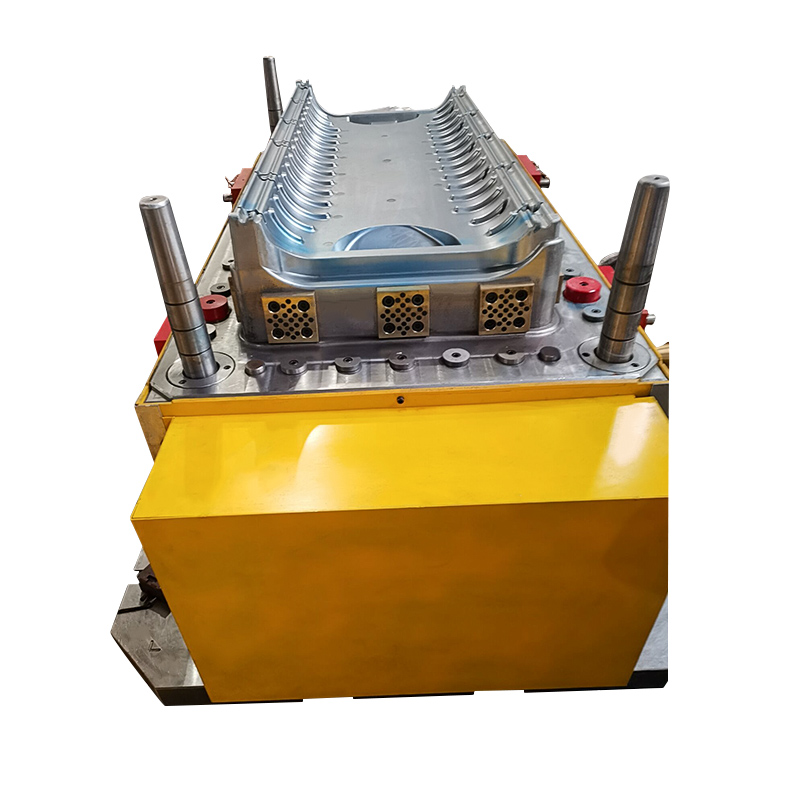
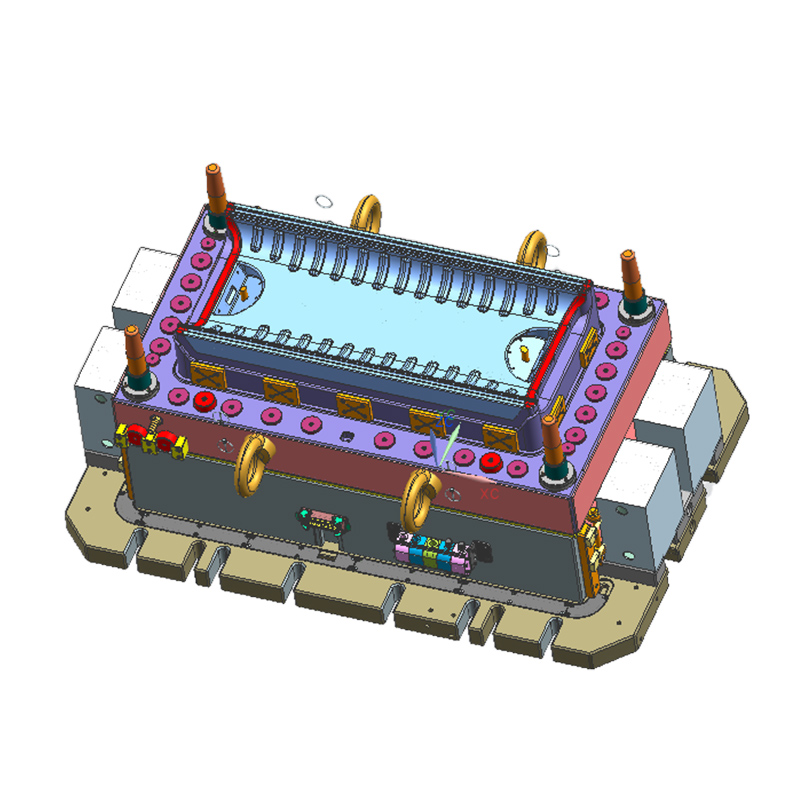
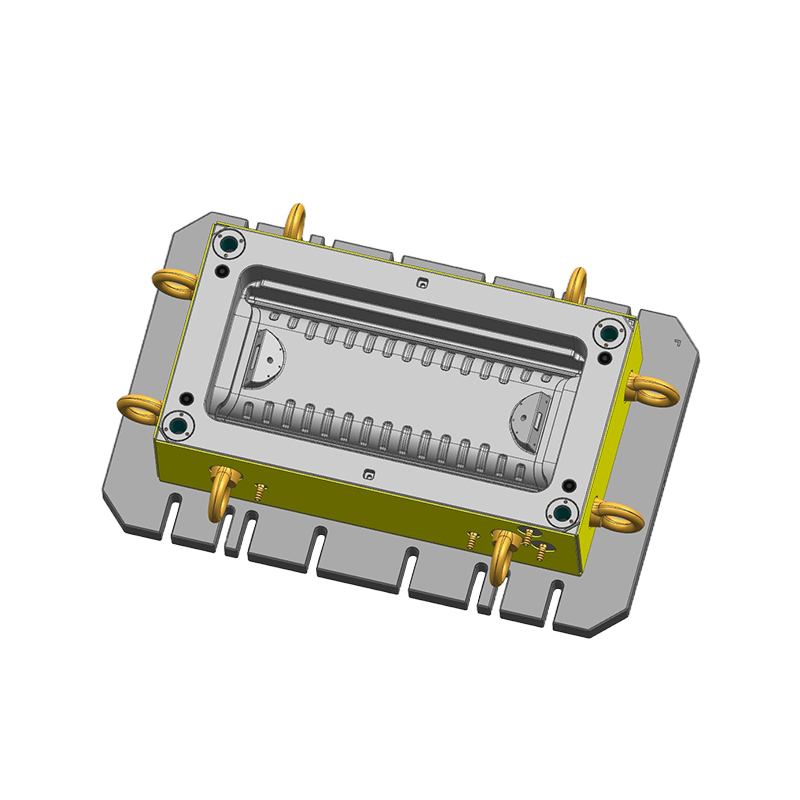
| Názov formy: | Lisovacia forma SMC Shell |
| Materiál produktu: | SMC |
| Forma ocele pre dutiny: | 1.2344 |
| Forma ocele pre jadro: | 1.2311 |
| Oceľ pre základňu formy: | XC48 |
| Povrch: | Chorme |
| Možnosť vykurovania: | vykurovanie termickým olejom |
| Štandard formy pre komponenty: | HASCO |
| Odhadovaná veľkosť formy: | 1950 x 1175 x 900 mm |
| Hmotnosť formy: | 4360 kg |
| Veľkosť lisu: | 850 T |
| Čas dokončenia formy: | 45 dní |
| Balíček: | Antikorózny olej, plastová fólia a. Silná drevená krabica alebo paleta. |
| miesto: | Taizhou, Čína |
| Typ podnikania: | Výrobca |
| MOQ: | 1 sada |
| Obchodné podmienky: | FOB &. CIF |
| Platobné podmienky: | TT &. L/C. 30% platba vopred pred vytvorením návrhu, 30% platba po vzorke T1, 40% zostávajúcich pred odoslaním formy. |
1. Teplota tvarovania
Teplota tvarovania SMC závisí hlavne od typu živice a tužidla. Aby bol vnútorný povrch produktu SMC hladký a uprataný, je potrebné, aby horná a spodná forma mali určitý teplotný rozdiel a teplota hornej formy bola vo všeobecnosti o 5 ~ 10 ° C vyššia ako spodná forma.
2. Tvarovací tlak
Veľkosť lisovacieho tlaku by sa mala určiť podľa tvaru výrobku a vlastností použitého SMC. Čím vyšší je stupeň zahustenia hmoty na formovanie plechu, tým väčší je potrebný lisovací tlak; čím nižšia je tekutosť, tým menšia je formovacia plocha a tým väčší je potrebný formovací tlak. 1. Na výber vhodného lisovacieho tlaku. 2. Dobré načasovanie tlakovania. 3. Zníženie tlaku.
3. Doba udržiavania tlaku
Doba zdržania sa týka doby držania a udržiavania tlaku pri lisovacom tlaku a lisovacej teplote. Jeho funkciou je úplné vytvrdenie produktu a eliminácia vnútorného napätia, najmä v závislosti od dvoch faktorov: Po prvé, reakčný čas vytvrdzovania formovacieho materiálu. Druhým je nestabilný čas vedenia tepla, to znamená čas potrebný na to, aby zdroj tepla preniesol teplo do stredu dutiny cez formu, takže teplota formovacieho materiálu v strede dutiny dosiahne svoju chemickú reakciu. teplota. Doba zdržania by sa mala brať do úvahy súčasne s lisovacím tlakom a lisovacou teplotou. Podľa rôznych ovplyvňujúcich faktorov je čas balenia vo všeobecnosti 0,8 ~ 1,2 min na mm hrúbky.